Studio di una possibile innovazione per le produzioni di medio-piccola scala nel settore dei prodotti carnei
Study of a possible innovation for medium-small scale productions in the meat products area
Studie über eine mögliche Innovation für mittlere und kleine Produktionen im Bereich der Fleischprodukte
1 Centro di Sperimentazione Laimburg, Vadena, Italia
Abstract
The OG INNOGeflügel project - financed by the European Agricultural Fund for Rural Development (EAFRD) 2014-2020 and managed by Südtiroler Bauernbund - has formed an operative group as a response to the growing interest of South Tyrolean producers in the poultry sector. The project aims to identify viable business models and considers the various steps during the production chain slaughter, production, processing, and marketing of poultry products. Laimburg Research Centre has been involved as a partner in the period of July 2018-January 2019; its task was the identification of processed poultry meat products with the aim of enhancing those portions of meat that are unattractive to the fresh market. The Group of “Meat Products” has as a first step listed and categorized the poultry meat products on the market. The categories were defined according to the type of product (fresh, precooked, cooked, seasoned, and fermented) and the health and hygiene risk associated with the type of production. Subsequently, production diagrams for each product and related CCPs (Critical Control Points) were identified. CCP is a point, step, or procedure at which controls can be applied and a food safety hazard can be prevented, eliminated, or reduced to acceptable (critical) levels. During the project, producers had expressed the need to strengthen the eco-sustainability of productions, especially in response to the growing consumer demand. The Research Group proposed products that could meet this need on several levels: the quality of the raw material, the energy consumption for storage, and the eco-sustainability of packaging.
Das Projekt OG INNOGeflügel - finanziert vom Europäischen Landwirtschaftsfonds für die Entwicklung des ländlichen Raums (ELER) 2014-2020 und geleitet vom Südtiroler Bauernbund - hat als Reaktion auf das wachsende Interesse der Südtiroler Produzenten am Geflügelsektor eine operative Gruppe gebildet. Das Projekt zielt darauf ab, tragfähige Geschäftsmodelle zu identifizieren und befasst sich mit den verschiedenen Schritten in der Produktionskette Schlachtung, Produktion, Verarbeitung und Vermarktung von Geflügelprodukten. Das Versuchszentrum Laimburg war im Zeitraum Juli 2018 - Januar 2019 als Partner involviert; Aufgabe war die Erfassung von verarbeiteten Geflügelfleischprodukten mit dem Ziel, jene Fleischanteile aufzuwerten, die für den Frischmarkt unattraktiv sind. Die Gruppe "Fleischprodukte" hat in einem ersten Schritt die auf dem Markt befindlichen Geflügelfleischprodukte aufgelistet und kategorisiert. Die Kategorien wurden nach der Art des Produktes (frisch, vorgekocht, gekocht, gewürzt und fermentiert) und dem mit der Art der Herstellung verbundenen Gesundheits- und Hygienerisiko definiert. Anschließend wurden für jedes Produkt Produktionsdiagramme erstellt und zugehörige CCPs (Critical Control Points) identifiziert. Während des Projekts wurde von den Herstellern die Notwendigkeit geäußert, die ökologische Nachhaltigkeit der Produktion zu stärken, insbesondere als Reaktion auf die wachsende Verbrauchernachfrage. Die Forschungsgruppe präsentierte Produkte, die diesem Bedarf auf mehreren Ebenen gerecht werden könnten: Qualität des Rohmaterials, Energieverbrauch für die Lagerung und Umweltverträglichkeit der Verpackung.
Il progetto OG INNOGeflügel - finanziato dal Fondo Europeo Agricolo per lo Sviluppo Rurale (FEASR) 2014-2020 e gestito dal Südtiroler Bauernbund, è finalizzato all’identificazione di modelli di business praticabili e prende in considerazione le fasi di macellazione, produzione, trasformazione e commercializzazione dei prodotti avicoli. Il progetto ha visto il coinvolgimento del Centro di Sperimentazione Laimburg in qualità di partner nel periodo luglio 2018 - gennaio 2019, con il compito di individuare prodotti trasformati a base di carne avicola al fine di valorizzare i secondi tagli, cioè quelle porzioni di carne che il mercato assorbe meno facilmente. Il lavoro svolto dal gruppo di lavoro Prodotti Carnei è stato innanzitutto quello di elencare e categorizzare i prodotti di carne avicole presenti sul mercato. Le categorie sono state definite in base alla tipologia di prodotto (freschi, precotti, cotti, stagionati e fermentati) e al rischio di carattere igienico sanitario associato alla tipologia di produzione. Per ogni prodotto è stato definito il diagramma di produzione e sono state rilevate le fasi in grado di ridurre o eliminare un pericolo controllando parametri di processo misurabili. Infine, è emersa l’importanza dell’ecosostenibilità delle produzioni che i produttori hanno mostrato di voler potenziare, soprattutto in risposta alla crescente richiesta da parte dei consumatori. La proposta fatta dal gruppo di lavoro è stata quella di promuovere dei prodotti che potessero rispondere a questa esigenza su diversi fronti: la qualità della materia prima, il consumo energetico per la conservazione e l'ecosostenibilità dell’imballaggio.
Introduzione
Negli anni si è assistito ad un radicale cambiamento nelle modalità di consumo della carne: mentre fino agli anni ’90 il pollo veniva venduto e consumato prevalentemente sotto forma di carcassa intera e prodotto sezionato, oggi le carni vengono commercializzate principalmente sotto forma di prodotto trasformato e/o sezionato (tagli anatomici di particolare interesse sono il petto e la coscia). Negli ultimi anni, l’industria delle carni ha concentrato la propria attenzione sulla messa a punto di prodotti dotati di un certo livello di “convenience” e in grado di rispondere alle esigenze nate dai modificati stili di vita; oggi i prodotti sezionati e trasformati rappresentano circa il 40% del mercato delle carni avicole in Italia. Sulla base di queste tendenze, anche le piccole medie aziende hanno la possibilità di crearsi delle nicchie di mercato per la commercializzazione di prodotti avicoli trasformati ad alto valore aggiunto, ampliando così il ventaglio dell’offerta aziendale. La richiesta di carne avicola di origine altoatesina è in espansione; tuttavia, la produzione non è sufficiente a soddisfare la domanda.
Il progetto OG INNOGeflügel si inserisce in questo contesto, dato il crescente interesse per il settore avicolo da parte dei produttori locali. Il gruppo di lavoro Prodotti Carnei del Centro di Sperimentazione Laimburg ha preso parte al progetto, in primo luogo, categorizzando i prodotti di carni avicole disponibili sul mercato sulla base della loro tipologia (prodotti freschi, precotti, cotti, stagionati e fermentati) e del rischio a livello igienico-sanitario relativo alla loro produzione. Descrivendo per ogni prodotto preso in esame un diagramma di produzione è stato possibile individuare le criticità del processo produttivo e definire i punti critici di controllo, o CCP (Critical Control Point), fasi di lavorazione per le quali è possibile e fondamentale attuare una procedura di controllo finalizzata a prevenire, ridurre o eliminare un pericolo potenziale, monitorando parametri di processo misurabili. Fasi essenziali del progetto hanno previsto la raccolta di informazioni su una veduta d’insieme del settore avicolo provinciale e il know-how presente sul territorio per quanto riguarda le trasformazioni dei relativi prodotti primari. Tali informazioni sono state rilevate mediante visite presso le aziende e colloqui con allevatori e produttori che hanno permesso di individuare quali prodotti fossero di interesse. L’aspetto di maggiore rilevanza emerso durante il progetto è stato l’approccio ecosostenibile che i produttori hanno mostrato di voler implementare, date le attuali esigenze di mercato e l'orientamento dei consumatori. Per venire incontro a tali esigenze, il gruppo di lavoro Prodotti Carnei ha tenuto in considerazione numerosi parametri, inclusi la qualità della materia prima, il consumo energetico associato alla sua conservazione e la tipologia di imballaggio utilizzato. È stata proposta una serie di prodotti – ottenuti da materia prima proveniente da allevamento biologico - confezionati in vasi di vetro e sterilizzati. Questi prodotti presentano un costo energetico di produzione più alto, controbilanciato però da un minor costo energetico in fase di stoccaggio, distribuzione e conservazione. I prodotti sterilizzati infatti sono stabili a temperatura ambiente e non richiedono il mantenimento della catena del freddo. Inoltre, presentano shelf-life che si estendono anche oltre un anno, molto più lunghe rispetto ai prodotti pastorizzati, che hanno mediamente una durabilità di un paio di mesi.
Elaborazione del progetto
Si è inizialmente tracciato un quadro di massima delle realtà produttive locali, identificando le eventuali carenze del territorio e valutando il grado di competenza degli allevatori e dei produttori. Durante gli incontri svolti con i produttori sono state riscontrate due problematiche principali legate alla filiera delle carni avicole:
- la mancanza di una produzione consistente e costante, in particolare di allevamenti certificati biologici che permetterebbero la produzione di un prodotto con un valore economico elevato, rispondendo alla crescente domanda di mercato;
- la mancanza di mattatoi che soddisfino i requisiti qualitativi per la mattazione degli avicoli.
Per quanto riguarda la trasformazione (successiva al sezionamento) si è inteso fornire indicazioni utili alla produzione tenendo anche in considerazione gli aspetti igienico-sanitari, in particolare rilevando per alcuni prodotti i parametri di processo e i punti critici di controllo. Inizialmente sono stati vagliati diversi prodotti (freschi e trasformati) a base di carni avicole disponibili sul mercato. Alcuni sono tipicamente prodotti dell’industria alimentare (con standard qualitativi variabili) e sono conosciuti e apprezzati dai consumatori. Sono stati valutati alcuni di questi prodotti per la trasformazione artigianale, caratterizzata da un’alta qualità della materia prima, ma anche da una certa variabilità dei prodotti finiti, peculiarità questa che viene sempre più riconosciuta come un valore aggiunto. La selezione dei prodotti è stata effettuata in base all’interesse mostrato dai produttori locali durante gli incontri e tenendo conto del grado di competenza relativamente ai criteri di stabilità degli alimenti. I prodotti a base di carne avicola con carattere di novità per il territorio sono elencati di seguito: gulasch di pollo/tacchino in vaso di vetro (o in barattolo di latta); pollo/tacchino al curry in vaso di vetro (o in barattolo di latta); pollo/tacchino in agrodolce con verdure in vaso di vetro (o in barattolo di latta); ragù di pollo/tacchino in vaso di vetro (o in barattolo di latta); wurstel di pollo/tacchino in vaso di vetro; paté di pollo/tacchino in vasetto di vetro; omogeneizzati di pollo/tacchino per bambini.
I prodotti proposti rientrano tutti nella categoria delle conserve sterilizzate, in cui viene applicato un trattamento termico piuttosto drastico, in grado di rendere microbiologicamente stabile il prodotto. Dal punto di vista microbiologico la conservabilità è teoricamente illimitata, il prodotto è sicuro fintantoché il contenitore rimanga integro; la shelf-life dipende unicamente da fenomeni degradativi chimico-fisici (ossidazioni, decolorazione, cambiamento di colore, etc.). La stabilità e la sicurezza di questi prodotti si basano su un unico ostacolo allo sviluppo microbico, cioè il trattamento termico, il quale deve essere efficace [1]. Per una migliore comprensione dell’importanza di questa fase si fa un breve rimando agli aspetti microbiologici degli alimenti.
×
- [1] Heinz G., Hautzinger P. (2007). Meat processing technology for small to medium scale producers. (RAP Publication ; 20). FAO, Bangkok, Thailand.
Dal punto di vista alimentare i microrganismi si possono dividere in tre gruppi: microrganismi utili, microrganismi alteranti e microrganismi patogeni. I microrganismi utili sono quelli che svolgono azioni positive, cioè il loro metabolismo favorisce lo sviluppo del prodotto, conferendone le caratteristiche desiderate. Esempi di questi microrganismi includono: batteri lattici, responsabili della fermentazione in prodotti come i salami o i formaggi; Saccharomyces cerevisiae, il lievito responsabile della lievitazione negli impasti per la panificazione o della fermentazione della birra; batteri del genere Acetobacter, utilizzati nella produzione di aceto. I microrganismi alteranti invece sono batteri che svolgono azioni negative, ovvero il loro metabolismo provoca una perdita della qualità del prodotto, che lo rende inaccettabile al consumo. I cambiamenti imputabili ai microrganismi possono essere il cambiamento di colore, aroma e odore, modificazione della struttura, produzione di gas, sviluppo di patine o mucillagini. Esempi di microrganismi alteranti includono Pseudomonas, Enterobatteriaceae, alcune specie del genere Bacillus, alcune specie del genere Clostridium, Brochotrix, lieviti e muffe. Un microrganismo può essere, a seconda dei casi, considerato utile o alterante: ad esempio i batteri lattici sono funzionali alla produzione di fermentati come i salami, gli yogurt, i formaggi ecc., ma sono degradativi per i succhi di frutta; un altro esempio è quello delle muffe: alcune specie sono essenziali in prodotti come i formaggi erborinati, mentre altre specie sono causa di scadimento qualitativo in vari prodotti alimentari. L’ultimo gruppo è quello dei batteri patogeni. Questi microrganismi sono agenti biologici responsabili dell’insorgenza di condizioni di malattia nell’organismo umano e devono essere assenti negli alimenti o, se presenti, comunque in quantità inferiori a determinati valori limite definiti dalle norme. I limiti di tolleranza di questi microrganismi sono riportati nel Regolamento Europeo N. 1441/2007 del 5 dicembre 2007 [2], che modifica il Regolamento Europeo 2073/2005 sui criteri microbiologici applicabili ai prodotti alimentari. I patogeni alimentari sono molti; tra i più noti troviamo Escherichia coli, Salmonella, Listeria monocytogenes e Clostridium botulinum. La presenza di questi microrganismi in un alimento dipende dalle caratteristiche della materia prima e dalle tecnologie dei processi di trasformazione.
×
- [2] REGOLAMENTO (CE) N. 1441/2007 DELLA COMMISSIONE del 5 dicembre 2007 che modifica il regolamento (CE) n. 2073/2005 sui criteri microbiologici applicabili ai prodotti alimentari (Testo rilevante ai fini del SEE). Retrieved March 15, 2021, from https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=CELEX:32007R1441#:~:text=REGOLAMENTO%20%28CE%29%20N.%201441%2F2007%20DELLA%20COMMISSIONE%20del%205,2073%2F2005%20sui%20criteri%20microbiologici%20applicabili%20ai%20prodotti%20alimentari.
Relativamente alle carni avicole, i patogeni di maggiore interesse (in accordo anche con i regolamenti europei sui criteri microbiologici applicabili ai prodotti alimentari) sono: enterobatteriacee, Salmonella spp., E. coli, Campylobacter jejuni e Listeria monocytogenes [3] [4]. I prodotti selezionati nel progetto sono stabilizzati con trattamento termico; pertanto, i microrganismi appartenenti alle categorie sovra citate vengono totalmente eliminati in quanto non sporigeni, cioè non in grado di formare spore, che sono strutture molto resistenti al calore. Va quindi posta l’attenzione sulle forme microbiche sporigene. Il principale patogeno di interesse in ambiente privo di ossigeno - quali sott’olio e conserve sterilizzate in genere - è Cl. botulinum; esso è un batterio sporigeno. Convenzionalmente, alle conserve si applica un trattamento termico in grado di ridurre di 12 unità logaritmiche (1000 miliardi) il numero di spore di Cl. botulinum (MBC, Minimum Botulinum Cook). Il Cl. botulinum presenta un tempo di riduzione decimale a 121,1 °C di 0,21 minuti. Il tempo di riduzione decimale si indica con D e rappresenta il tempo in minuti necessario ad una data temperatura per inattivare il 90% della carica batterica (forme vegetative e spore) del prodotto. Ne consegue che per ottenere una riduzione di 12 unità logaritmiche sono necessari 2,52 minuti (che solitamente si arrotondano a 3) di trattamento a 121,1 °C al cuore del prodotto. Tali temperature caratterizzano il processo di sterilizzazione, dove per sterilizzazione si intende un trattamento termico a temperatura maggiore di 100 °C effettuato in condizioni di sovrappressione, mediante l’ausilio di apposite autoclavi.
×
- [3] Lawrie R.A., Ledward D.A. (20067). Lawrie’s meat science. Woodhead Publishing Limited, Cambridge, UK.
- [4] Toldrá, F. (ed.) (2010). Handbook of Meat Processing. Blackwell Publishing, Oxford, UK, DOI:10.1002/9780813820897.
Talvolta può accadere che le temperature di conservazione e stoccaggio superino i 20 °C, ad esempio durante la stagione estiva o in zone geografiche calde. In questi casi, va considerato che esistono batteri sporigeni alteranti, nello specifico si cita il Clostridium sporogenes che diventa il microrganismo di riferimento per temperature di conservazione maggiori di 20 °C, le cui spore sono 5-20 volte più resistenti al calore di quelle di Cl. botulinum. Di conseguenza, se dal punto di vista della sicurezza è sufficiente un trattamento termico di 3 minuti a 121,1 °C, questo trattamento potrebbe non stabilizzare il prodotto rispetto alle alterazioni da sporigeni degradativi, quali Clostridium sporogenes, microrganismo sporigeno e anaerobio non patogeno che può sviluppare e crescere solo se la temperatura di conservazione del prodotto è maggiore di 22-25 °C. Il suo tempo di riduzione decimale a 121,1 °C è di 1-1,5 minuti e si considera sufficiente un trattamento termico che garantisca una riduzione di 6 unità logaritmiche (6D). Ne consegue che per ottenere un prodotto stabile, qualora la temperatura di conservazione sia maggiore di 20-22 °C, è necessario applicare un trattamento termico di circa 9 minuti a 121,1 °C, che si arrotondano solitamente a 10.
Per temperature di conservazione inferiori ai 20-22 °C, il microrganismo di riferimento rimane il Cl. botulinum. La questione relativa al trattamento termico è piuttosto delicata e non ammette errori; infatti, un trattamento termico non efficace pone un inaccettabile rischio legato alla crescita di questo microrganismo. A scopo esemplificativo, è possibile fare delle stime previsionali di crescita microbica di questo batterio in alimenti che abbiano caratteristiche analoghe a quelle dei prodotti individuati nel progetto per quanto concerne pH (misura dell’acidità dell’alimento) ed attività dell’acqua (aw, parametro indicativo della quantità d’acqua disponibile nell’alimento per la crescita di microrganismi e per reazioni enzimatiche e chimiche).
Brevemente, il pH fornisce una misura di acidità del sistema e questa è rilevante in quanto il Cl. botulinum non può germinare e crescere in ambienti acidi. Il livello di aciditá critico per la crescita del microrganismo dipende dalla tipologia di Cl. botulinum considerato. I Cl. botulinum responsabili del botulismo umano si dividono in due gruppi, proteolitici e non proteolitici, che hanno caratteristiche diverse. Questi gruppi differiscono principalmente per quanto riguarda la proteolisi (capacità di degradare le proteine), la resistenza al calore, la temperatura di crescita e la tolleranza al sale. I ceppi proteolitici non sono in grado di crescere a temperature inferiori a 10 °C, ma hanno una tolleranza al sale relativamente alta e spore piú termoresistenti. I ceppi non proteolitici possono crescere a 3,3 °C e hanno una minore tolleranza al sale; le loro spore hanno una resistenza al calore inferiore a quelle dei ceppi proteolitici. Per quanto riguarda il pH, i valori di sicurezza sono pH < 5 e 4,5, rispettivamente per i gruppi Cl. botulinum non proteolitico e per Cl. botulinum proteolitico. In genere le carni fresche hanno un pH nell’intorno di 5,5 -6,5. Ultimo, ma non meno importante, parametro é l’aw, che può assumere valori compresi tra 0 (assenza di acqua disponibile) e 1 (acqua pura). Negli alimenti freschi, l’aw è di solito tra 0,99 e 0,96 e nella carne fra 0,98 – 0,99 (circa 0,98 per carni di pollame). Vi sono aw minime di crescita per ciascun microrganismo e per Cl. botulinum questa è 0,97 e 0,93, rispettivamente per i gruppi Cl. botulinum non proteolitico e per Cl. botulinum proteolitico.
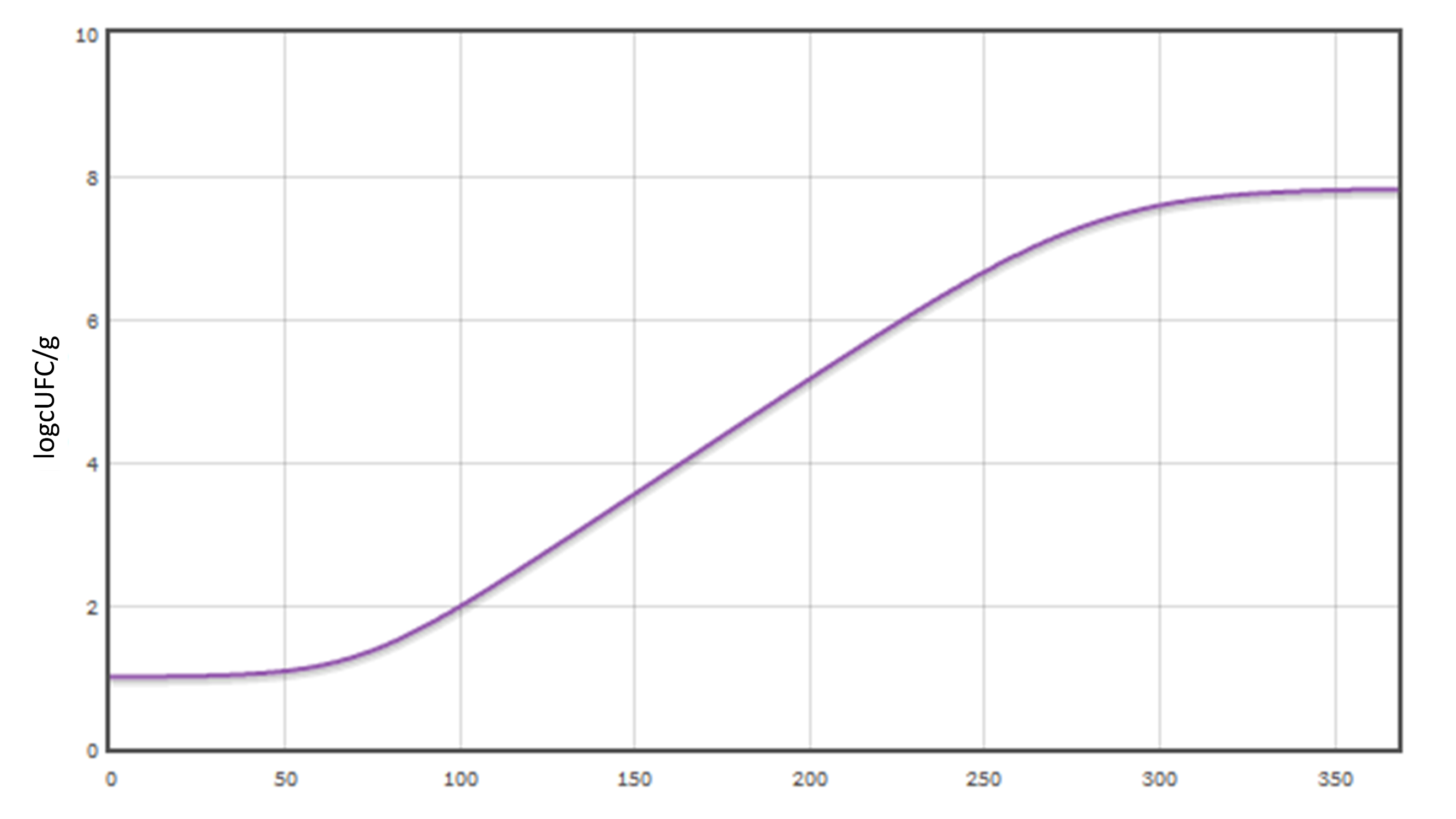
Quindi, per la previsione di crescita microbica, consideriamo, ad esempio, condizioni di pH pari a 6, attività dell’acqua pari a 0,974, temperatura di conservazione pari a 22° C e una carica batterica iniziale molto bassa (corrispondente alle spore eventualmente sopravvissute), pari a 10 unità formanti colonia (UFC)/g, ovvero 1 log UFC/g.
Nel caso di trattamenti termici insufficienti, inferiori al MBC, le spore di Cl. botulinum eventualmente sopravvissute possono svilupparsi secondo due tempistiche, dipendentemente del ceppo di Cl. botulinum: proteolitico o non proteolitico. Entrambe le curve possono essere stimate seguendo lo stesso approccio previsionale e considerando le stesse caratteristiche chimico-fisiche del substrato.
La figura 1 mostra l’andamento dello sviluppo microbico nel caso di Cl. botulinum proteolitico. Il prodotto raggiunge in circa 14 giorni una carica microbica di 1 000 000 UFC/g (carica tale per cui sicuramente vi è presenza di tossina botulinica); sono tempi estremamente ridotti rispetto alla vita commerciale di questa categoria di prodotti, che è in genere maggiore di un anno.
+
Fig. 1: Previsione di crescita di Clostridium botulinum proteolitico in condizioni di pH 6, aw 0,974 e 22 °C e carica iniziale 10 UFC/g // Growth prediction of proteolytic Clostridium botulinum at pH 6, aw 0.974, 22 °C and initial count of 10 CFU/g.
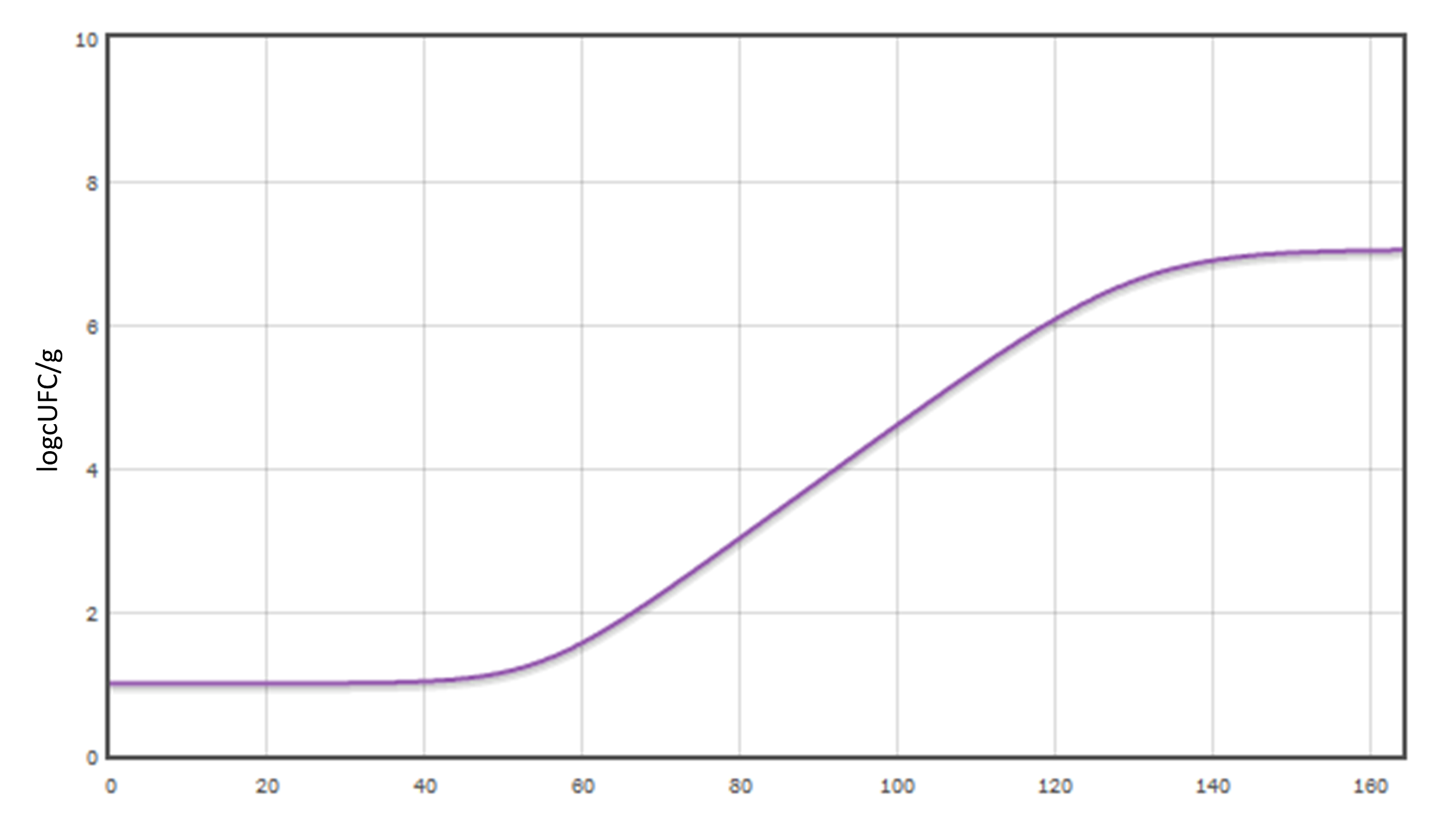
La sviluppo dei ceppi non proteolitici è molto più rapida e la carica microbica potrebbe raggiungere un valore di 6 log UFC/g molto velocemente (5-6 giorni) (fig. 2).
+
Fig. 2: Previsione di crescita di Clostridium botulinum non proteolitico in condizioni di pH 6, aw 0,974 e 22 °C e carica iniziale 10 UFC/g // Growth prediction of non proteolytic Clostridium botulinum at pH 6, aw 0.974, 22 °C and initial count of 10 CFU/g.
A scopo dimostrativo è stata effettuata una prova sperimentale, oggetto della quale è stata la produzione di un würstel di tacchino biologico sterilizzato (fig. 3) realizzato in collaborazione con due produttori locali, che hanno manifestato la propria disponibilità ed il proprio interesse a rendere concreto il progetto. Come già accennato in precedenza, oltre alla qualità della materia prima, i produttori puntano sull’approccio ecosostenibile. In questo ambito un fattore rilevante per le questioni ecologiche è l’imballaggio, che, in questa proposta, vede sostituito il classico packaging di plastica con vasi in vetro e capsule metalliche, materiali completamente riciclabili. Il prototipo di würstel è stato presentato in occasione dell’evento “EUROPA BIST du - L'EUROPA SEI tu”, evento di presentazione dei progetti europei svoltosi a Bolzano il 24 e 25 settembre 2019. Durante l’evento è stato sottoposto ai visitatori un test di degustazione, al fine di valutare le caratteristiche del würstel e soprattutto l’interesse di acquistare questa categoria di prodotto. Il test è stato effettuato con un prodotto ottenuto in via preliminare con l’unico scopo di evidenziare un possibile sviluppo pratico del progetto, di conseguenza i margini di miglioramento qualitativo/sensoriale sono molto ampi. Circa il 10% dei consumatori si è mostrato propenso all’acquisto di un prodotto con queste qualità. È questo il target di mercato a cui ci si può riferire: una fascia di consumatori più attenti alla filiera corta e sensibile al tema dell’ecosostenibilità, sempre più in espansione. Questo prodotto ben si adatta alle nuove tendenze di sostenibilità e valorizzazione del territorio.

+
Fig. 3: Würstel di tacchino sterilizzati e confezionati in vaso di vetro // Turkey sausages sterilized and packaged in glass jar.
Ringraziamenti
Gli autori ringraziano la dott.ssa Flavia Bianchi per il supporto durante la redazione dell’articolo, il sig. Karl Telfser e il sig. Alexander Holzner per la fattiva collaborazione nelle fasi operative della realizzazione del prodotto. Quest’attività di ricerca si inserisce nel Piano d’azione per la ricerca e la formazione in agricoltura montana e scienze alimentari 2016-2022. Il presente lavoro è stato possibile grazie al progetto OG INNOGeflügel finanziato dal Fondo Europeo Agricolo per lo Sviluppo Rurale (FEASR).
Bibliografia
- [1] Heinz G., Hautzinger P. (2007). Meat processing technology for small to medium scale producers. (RAP Publication ; 20). FAO, Bangkok, Thailand.
- [2] REGOLAMENTO (CE) N. 1441/2007 DELLA COMMISSIONE del 5 dicembre 2007 che modifica il regolamento (CE) n. 2073/2005 sui criteri microbiologici applicabili ai prodotti alimentari (Testo rilevante ai fini del SEE). Retrieved March 15, 2021, from https://eur-lex.europa.eu/legal-content/IT/TXT/?uri=CELEX:32007R1441#:~:text=REGOLAMENTO%20%28CE%29%20N.%201441%2F2007%20DELLA%20COMMISSIONE%20del%205,2073%2F2005%20sui%20criteri%20microbiologici%20applicabili%20ai%20prodotti%20alimentari.
- [3] Lawrie R.A., Ledward D.A. (20067). Lawrie’s meat science. Woodhead Publishing Limited, Cambridge, UK.
- [4] Toldrá, F. (ed.) (2010). Handbook of Meat Processing. Blackwell Publishing, Oxford, UK, DOI:10.1002/9780813820897.
